電解水制氫技術研究進展與趨勢
一、前言
回顧人類所消耗的能源形式,遠古時代的鉆木取火、農耕時代開始使用的煤炭、工業時代大規模應用的石油與天然氣,這些能源載體的變化體現了減碳加氫、碳氫比降低的趨勢。當前,我國碳達峰、碳中和發展目標的提出,將進一步提速減碳的過程。氫氣作為零碳的能源載體,正在得到越來越多的關注:2050 年世界上 20% 的 CO2減排可以通過氫能替代完成,氫能消費將占世界能源市場的 18%。
氫利用的途徑主要是燃料電池移動動力、分布式電站、化工加氫,新興發展的是氫燃料汽輪機、氫氣冶金等。氫能的利用需要從制氫開始,由于氫氣在自然界極少以單質形式存在,需要通過工業過程制取。氫氣的來源分為工業副產氫、化石燃料制氫、電解水制氫等途徑,差別在于原料的再生性、CO2排放、制氫成本。目前,世界上超過 95%的氫氣制取來源于化石燃料重整,生產過程必然排放 CO2;約 4%~5% 的氫氣來源于電解水,生產過程沒有 CO2排放。制氫過程按照碳排放強度分為灰氫(煤制氫)、藍氫(天然氣制氫)、綠氫(電解水制氫、可再生能源)。氫能產業發展初衷是零碳或低碳排放,因此灰氫、藍氫將會逐漸被基于可再生能源的綠氫所替代,綠氫是未來能源產業的發展方向。
近年來,可再生能源電解水制氫在國際上呈現快速發展態勢,許多國家已經開始設定氫能在交通領域之外的工業、建筑、電力等行業發展目標,在政府規劃、應用示范等方面都有積極表現。本文主要就制備綠氫的電解水制氫技術開展分析和展望,研究綠色制氫與長距離輸送的系統解決方案,為我國能源換代發展提供思路參考。
二、氫能發展態勢分析
(一)氫能需求
歐洲清潔氫能聯盟認為,氫能在能源轉型過程中的作用主要有:實現大規模、高效可再生能源的消納,在不同行業和地區間進行能量再分配,充當能源緩沖載體以提高能源系統韌性,降低交通運輸過程中的碳排放,降低工業用能領域的碳排放,代替焦炭用于冶金工業,降低建筑采暖的碳排放。
從效率上看,氫利用的首選是燃料電池,氫燃料電池技術的突破帶動了氫的市場需求。以氫為燃料的質子交換膜(PEM)燃料電池技術逐漸成熟,正在朝著產業化方向發展。日本豐田汽車公司 2014 年開始銷售氫燃料電池汽車(Mirai),累計銷售超過1萬輛;韓國現代汽車公司的燃料電池汽車銷售數量也相當。在亞洲汽車市場的率先推動下,世界燃料電池汽車市場開始蓬勃發展,2019 年世界燃料電池汽車保有量約為 2.52萬輛,年銷售量約 1.24萬輛。鑒于燃料電池乘用車在商業化初期面臨加氫困難等問題,我國規劃提出將燃料電池首先應用于商用車,這一發展路徑獲得業界廣泛認可,目前已有超過 6000 輛燃料電池商用車投入運行。
氫能在非道路運輸方面的應用正在推廣。2018 年,法國阿爾斯通集團生產的燃料電池列車在德國投入運營,英國、荷蘭等國也在積極發展氫動力列車。中國中車股份有限公司 2019 年在廣東佛山開始運行燃料電池有軌電車,同時開展氫燃料列車方案的探索研究。
家庭熱電聯供和工業應用也增加了對低碳氫的需求。低碳工業對氫的需求量最大,尤其是煉油、化工、鋼鐵制造等行業,采用低碳氫替代高碳氫將是在短期內擴大需求、減少溫室氣體排放的契機。國際上正進行低碳氫用于煉油、甲醇及氨生產的試驗。電解制氫在鋼鐵行業的應用規模正在加快擴展,在無需對現有直接還原煉鋼爐進行重大改造的條件下,氫氣可替代 35% 的天然氣使用;還提出了氫氣與天然氣混合應用的過渡性策略,以加快推進利用純氫直接還原煉鐵的進度,這對氫的儲運方式將產生重要的影響。
(二)氫能產業規劃
歐盟規定了電解槽制氫響應時間小于5s,目前只有 PEM 電解水技術可達到這一要求。因此,歐盟規劃了 PEM 電解水制氫來逐漸取代堿性水電解制氫的發展路徑:2020 年 7 月,歐盟委員會發布了涉及氫能的戰略規劃,重點發展利用風能、太陽能等再生能源來生產可再生氫;2020—2024 年,支持安裝超過 6 GW 的可再生氫電解槽,產氫量達100萬t;2025—2030 年,建設 40 GW 的可再生氫電解槽,產氫量達 1000萬t;2030—2050 年,可再生氫產業成熟,在眾多難以脫碳的行業(如航空、海運、貨運交通等)進行大規模應用。此外,德國2020 年頒布了《國家氫能戰略》,提出以可再生氫為重點,規劃布局德國綠氫制造。
美國既重提煤的高效利用,也積極推動氫能的研發與應用。美國能源部(DOE)提出 H2@Scale規劃,推進氫的規模化應用。2019 年,DOE 大幅提高了對不同電解制氫材料與技術類研發項目的支持力度;2020 年,在 H2@Scale 規劃中支持 3M、Giner、Proton onsite 等公司開展 PEM 電解槽制造與規模化技術研發,涉及吉瓦級 PEM 電解槽的析氧催化劑、電極、低成本 PEM 電解槽組件及放大工藝,資助金額均超過 400 萬美元。這表明,美國在制氫規模化方面偏重 PEM 電解的技術路線。另外,DOE 支持了氫冶金、氫與天然氣混合輸送等技術研發,為氫的規模化應用作全面準備。
(三)電解水制氫的示范進展
在市場化進程方面,堿水電解(AWE)作為最為成熟的電解技術占據著主導地位,尤其是一些大型項目的應用。AWE 采用氫氧化鉀(KOH)水溶液為電解質,以石棉為隔膜,分離水產生氫氣和氧氣,效率通常在 70%~80%。一方面,AWE 在堿性條件下可使用非貴金屬電催化劑(如 Ni、Co、Mn等),因而電解槽中的催化劑造價較低,但產氣中含堿液、水蒸氣等,需經輔助設備除去;另一方面, AWE 難以快速啟動或變載、無法快速調節制氫的速度,因而與可再生能源發電的適配性較差。我國 AWE 裝置的安裝總量為 1500~2000 套,多數用于電廠冷卻用氫的制備,國產設備的最大產氫量為1000 Nm3/h。國內代表性企業有中國船舶集團有限公司第七一八研究所、蘇州競立制氫設備有限公司、天津市大陸制氫設備有限公司等,代表性的制氫工程是河北建投新能源有限公司投資的沽源風電制氫項目(4 MW)。
由于 PEM 電解槽運行更加靈活、更適合可再生能源的波動性,許多新建項目開始轉向選擇 PEM電解槽技術。過去數年,歐盟、美國、日本企業紛紛推出了 PEM 電解水制氫產品,促進了應用推廣和規模化應用,Proton Onsite、Hydrogenics、Gin-er、西門子股份公司等相繼將 PEM 電解槽規格規模提高到兆瓦級。其中,Proton onsite 公司的 PEM 水電解制氫裝置的部署量超過 2000 套(分布于 72 個國家和地區),擁有全球 PEM 水電解制氫 70% 的市場份額,具備集成 10 MW 以上制氫系統的能力;Giner 公司單個 PEM 電解槽規格達 5 MW,電流密度超過 3 A/cm2,50 kW 水電解池樣機的高壓運行累計時間超過 15萬h。
當前,國際上在建的電解制氫項目規模增長顯著。2010 年前后的多數電解制氫項目規模低于 0.5 MW,而 2017—2019 年的項目規模基本為1~5 MW;日本2020年投產了10MW項目, 加拿大正在建設 20 MW 項目。德國可再生能源電解制氫的“Power to Gas”項目運行時間超過 10 a;2016 年西門子股份公司參與建造的 6 MW PEM 電解槽與風電聯用電解制氫系統,年產氫氣 200 t,已于 2018 年實現盈利;2019 年德國天然氣管網運營商 OGE 公司、Amprion 公司聯合實施 Hybridge 100 MW 電解水制氫項目,計劃將現有的 OGE 管道更換為專用的氫氣管道。2019 年,荷蘭啟動了PosHYdon 項目,將集裝箱式制氫設備與荷蘭北海的電氣化油氣平臺相結合,探索海上風電制氫的可行性。
三、電解水制氫技術分類
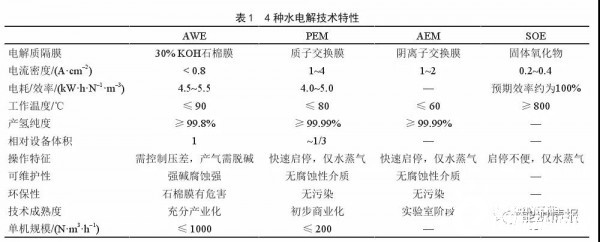
在技術層面,電解水制氫主要分為 AWE、固體聚合物 PEM 水電解,固體聚合物陰離子交換膜(AEM)水電解、固體氧化物(SOE)水電解,相關特性對比見表 1。其中,AWE 是最早工業化的水電解技術,已有數十年的應用經驗,最為成熟;PEM 電解水技術近年來產業化發展迅速,SOE 水電解技術處于初步示范階段,而 AEM 水電解研究剛起步。從時間尺度上看,AWE 技術在解決近期可再生能源的消納方面易于快速部署和應用;但從技術角度看,PEM 電解水技術的電流密度高、電解槽體積小、運行靈活、利于快速變載,與風電、光伏(發電的波動性和隨機性較大)具有良好的匹配性。隨著 PEM 電解槽的推廣應用,其成本有望快速下降,必然是未來 5~10 a 的發展趨勢。SOE、AEM 水電解的發展則取決于相關材料技術的突破情況。
四、PEM 電解水制氫技術分析
PEM 水電解槽采用 PEM 傳導質子,隔絕電極兩側的氣體,避免 AWE 使用強堿性液體電解質所伴生的缺點。PEM 水電解槽以 PEM 為電解質,以純水為反應物,加之 PEM 的氫氣滲透率較低,產生的氫氣純度高,僅需脫除水蒸氣;電解槽采用零間距結構,歐姆電阻較低,顯著提高電解過程的整體效率,且體積更為緊湊;壓力調控范圍大,氫氣輸出壓力可達數兆帕,適應快速變化的可再生能源電力輸入。因此,PEM 電解水制氫是極具發展前景的綠色制氫技術路徑。
也要注意到,PEM 水電解制氫的瓶頸環節在于成本和壽命。電解槽成本中,雙極板約占 48%,膜電極約占 10%。當前PEM 國際先進水平為:單電池性能為 2 A·cm–2@2 V,總鉑系催化劑載量為2~3 mg/cm2,穩定運行時間為 6萬~8萬 h,制氫成本約為每千克氫氣3.7 美元。降低PEM電解槽成本的研究集中在以催化劑、PEM為基礎材料的膜電極,氣體擴散層,雙極板等核心組件。
(一)電催化劑
由于PEM電解槽的陽極處于強酸性環境(pH≈2)、電解電壓為 1.4~2.0 V,多數非貴金屬會腐蝕并可能與 PEM 中的磺酸根離子結合,進而降低 PEM 傳導質子的能力。PEM 電解槽的電催化劑研究主要是 Ir、Ru 等貴金屬 / 氧化物及其二元、三元合金 / 混合氧化物,以鈦材料為載體的負載型催化劑。
按照技術規劃目標,膜電極上的鉑族催化劑總負載量應降低到 0.125 mg/cm2,而當前的陽極銥催化劑載量在1mg/cm2量級,陰極Pt/C 催化劑的 Pt 載量約為 0.4~0.6 mg/cm2。意大利研究團隊制備的Ir0.7Ru0.3Ox催化劑在陽極催化劑總載量為1.5 mg/cm2時,電解池性能可達 3.2 A·cm–2@1.85 V。
Giner 公司研究團隊制備出的Ir0.38/WxTi1-xO2催化劑在Ir載量為0.4mg/cm2時的全電池性能達到2 A·cm–2@1.75 V,Ir 用量僅為傳統電極的 1/5。Ru的電催化析氧活性高于Ir,但穩定性差;通過與Ir形成穩定合金可提高催化劑的活性與穩定性。中國科學院大連化學物理研究所制備的Ir0.6Sn0.4催化劑,在全電解池測試中的性能為2 A·cm–2@1.82 V;IrSn 可形成穩定的固溶體結構,與Sn形成合金的過程提高了Ir的分散性,有助于降低 Ir 載量。
美國可再生能源國家實驗室、Giner 公司合作研發了多種金屬有機框架(MOF)材料催化劑,價格僅為傳統催化劑的 1/20 [7],其中 Co-MOF-G-O 催化劑在 0.01 A/cm2下的過電位為 1.644 V(vs.RHE),在半電池衰減實驗中的性能優于傳統 Ir 催化劑,但尚未開展全電池測試。
受限于 PEM 水電解制氫的酸性環境、陽極高電位、良好導電性等要求,非貴金屬催化劑或非金屬催化劑的研發難度較大,預計一定時期內實際用于大規模電解槽的催化劑仍以 Ir 為主。未來降低制氫成本、減少貴金屬催化劑用量的更好方法是研發超低載量或有序化膜電極。
(二)隔膜材料
在 PEM 方面,目前常用的產品有杜邦公司 Na-fion 系列膜、陶氏化學 Dow 系列膜、旭硝子株式會社 Flemion 系列膜、旭化成株式會社 Aciplex-S 系列膜、德山化學公司 Neosepta-F 等。Giner 公司研發的 DSMTM 膜 [8] 已經規模化生產,相比 Nafion膜具有更好的機械性能、更薄的厚度,在功率波動與啟停機過程中的尺寸穩定性良好,實際電解池的應用性能較優。
為進一步提高 PEM 性能并降低成本,一方面可采用增強復合的方案改善 PEM 的機械性能,有利于降低膜的厚度;另一方面,可通過提高成膜的離子傳導率來降低膜阻和電解能耗,有利于提高電解槽的整體性能。國產 PEM 產品進入了試用階段。
(三)膜電極
PEM電解水的陽極需要耐酸性環境腐蝕、耐高電位腐蝕,應具有合適的孔洞結構以便氣體和水通過。受限于 PEM 電解水的反應條件,PEM 燃料電池中常用的膜電極材料(如碳材料)無法用于水電解陽極。3M 公司研發了納米結構薄膜(NSTF)電極,陰陽兩極分別采用 Ir、Pt 催化劑,載量均為 0.25mg/cm2;在酸性環境及高電位條件下可以穩定工作,表面的棒狀陣列結構有利于提高催化劑的表面分散性。Proton公司采用直接噴霧沉積法來減少催化劑團聚現象,將載量0.1 mg/cm2的Pt/C和Ir,載量0.1mg/cm2的Ir O2沉積在Nafion117膜上;單電解池的應用性能與傳統高催化劑載量電解池相似(1.8 A·cm–2@2V),在 2.3 V 電壓下穩定工作 500 h。
改善集流器的性能也可提高電解槽性能。美國田納西大學研究團隊在鈦薄片上用模板輔助的化學刻蝕法制備出直徑小于1mm 的小孔,陽極集流器的厚度僅為25.4 μm;相關集流器用于PEM水電解陰極,電解性能為2 A·cm–2@1.845 V,陰極Pt催化劑載量僅為 0.086 m/cm2。
(四)雙極板
雙極板及流場占電解槽成本的比重較大,降低雙極板成本是控制電解槽成本的關鍵。在 PEM 電解槽陽極嚴苛的工作環境下,若雙極板被腐蝕將會導致金屬離子浸出,進而污染 PEM,因此常用的雙極板保護措施是在表面制備一層防腐涂層。Letten-meier等在不銹鋼雙極板上用真空等離子噴涂方式制備Ti層以防止腐蝕,再用磁控濺射方式制備Pt層以防止Ti氧化引起的導電性降低;進一步研究發現,將Pt涂層換成價格更低的 Nb 涂層,可維持相似的電解池性能 ,且電解池可穩定運行超過1000h。美國田納西大學研究團隊采用增材制造技術,在陰極雙極板上制作出厚度為1mm的不銹鋼材料流場,在上面直接沉積一層厚度為0.15 mm 的網狀氣體擴散層;該單電池陰極阻抗極小,電池性能高達 2 A·cm–2@1.715 V,但仍需要表面鍍金以提高穩定性。此外,美國橡樹嶺國家實驗室、韓國科學技術研究院等機構也開展了系列化的 PEM 電解槽用雙極板研發工作。
(五)電解槽穩定性
2003 年,Proton 公司完成了 PEM 電解槽持續運行試驗(>6萬 h),衰減速率僅為 4 μV/h。歐洲燃料電池和氫能聯合組織提出的 2030 年技術目標,要求電解槽壽命達到 9萬h,持續工作狀態下的衰減速率穩定在 0.4~15 μV/h。許多研究團隊著力探索 PEM 電解槽中各部件的衰減機理,發現催化劑和膜的脫落、水流量變化、供水管路腐蝕等會導致歐姆阻抗提高,膜電極結構被破壞后會誘發兩側氣體滲透并造成氫氣純度降低,溫度/壓力變化、電流密度和功率負載循環也會影響部件衰減速率。中國科學院大連化學物理研究所對PEM電解槽進行了 7800 h 衰減測試,發現污染主要來自于水源和單元組件的金屬離子;完成了供水量、電流密度變化對PEM電解槽性能的影響分析。
法國研究人員建立了46 kW電解槽模型,預測了功率波動工況下的工作情況,在溫度較高、壓力較低時,電解槽效率達到最高并可更好適應功率波動。
在推廣應用層面,我國 PEM 電解水制氫技術正在經歷從實驗室研發向市場化、規模化應用的階段變化,逐步開展示范工程建設,如國網安徽省電力有限公司的兆瓦級氫能示范工程將于 2021 年年底建成投產。中國科學院大連化學物理研究所、陽光電源股份有限公司共同建立的PEM 電解水制氫聯合實驗室,針對 PEM 電解水技術產業化的關鍵問題,如廉價催化劑的活性與穩定性、膜滲透性、膜電極結構等開展研究攻關;針對雙極板、擴散層等,發展高電流密度與高電壓條件下的廉價抗腐蝕鍍層技術,著力提高電解效率、降低綜合成本。
五、氫儲運與電解制氫
(一)氫的儲運方式
氫利用的重要前提是將氫的綠色制取與終端用戶通過安全可靠、經濟便捷的方式聯系起來,這就需要解決氫的儲運問題。氫的儲運方式有高壓儲氫、液氫、材料儲氫、有機化合物儲運氫、管道輸氫等,其中高壓儲氫、液氫、管道輸氫均需加壓氫氣,因而具有較高壓力的 PEM 電解制氫具有與儲氫需求匹配的天然優勢。
高壓儲運氫是中小量用氫的常用方法,在200km距離以內,單輛魚雷車每天可運輸10t氫,包括壓縮、存儲設備折舊費用在內的綜合運費約為 2 元/kg。材料儲氫安全性好,但儲氫容量低(1%~2%),僅適合原地儲氫;若用于運輸,運輸費用明顯過高。有機化合物儲運氫的儲氫量可達 5%~6%,運輸要求與液體燃料類似,到達目的地后需應用脫氫設備進行脫氫處理,脫氫溫度約為200 ℃。日本計劃采用甲苯與甲基環己烷的轉化過程來進行氫儲運,從澳大利亞向本土運氫。
利用現有的天然氣管道,將氫氣加壓后輸入,使氫氣與天然氣混合輸送;在用氫端,從管道提取天然氣/氫氣混合氣,進行重整制氫,這是快速儲運氫的新方向。PEM 電解水制氫的產氫壓力通常大于 3.5 MPa,很容易提升至 4 MPa,因而PEM電解生產的氫氣無需額外的加壓過程即可直接注入天然氣管網。德國已有天然氣管網 20%混氫的工程案例。法國 GRHYD 項目在 2018 年開始向天然氣管網注入含氫氣(摻混率為 6%)的天然氣,2019 年氫氣摻混率達到 20%。英國在 HyDeploy 項目中實施了零碳制氫,2020 年向天然氣管網注入氫氣(摻混率為 20%),驗證了電解制氫注入氣體管網的技術可行性。更為理想的情況是新建純氫管道,歐洲多國啟動了輸送純氫管網的初步規劃論證,但開工建設尚需時日。
(二)我國的輸氫需求
我國西北地區的風能、太陽能資源豐富,西南地區的水電資源豐富,需要將相應電能輸送至作為能源消耗中心的東部地區。我國海上風電資源也比較豐富,是繼英國、德國之后的世界第三大海上風電國家,快速發展的海上風電需要接入東部沿海地區電網。利用這些可再生能源電力,通過 PEM 水電解方式獲得綠氫,將氫通過油氣公司現有的天然氣管網輸送至全國各地,這為氫的長距離輸送、氫能可持續發展提供了新的可行技術方案。適時在管理層面建立 PEM 電解水制氫、輸氫的規范和標準,保障氫能產業的健康有序發展。
六、結語
氫氣在儲能、化工、冶金、分布式發電等領域的推廣應用,成為控制溫室氣體排放、減緩全球溫度上升的有效途徑之一。堅持氫能綠色利用的初衷,積極發展以 PEM 電解水制氫為代表的綠氫制備技術,實現與可再生能源的融合發展。
PEM 電解水制氫技術具有運行電流密度高、能耗低、產氫壓力高、適應可再生能源發電波動、占地緊湊的特點,具備了產業化、規模化發展的基礎條件。為此建議:從電催化劑、膜電極、雙極板等關鍵材料與部件方面入手,通過產能提升和技術進步來壓降成本,進而支持 PEM 電解制氫綜合成本的穩步下降;改善催化劑活性,提高催化劑利用率,有效降低貴金屬用量;研發高效傳質的電極結構,進一步提高 PEM 電解的運行電流密度;提升雙極板的材料性能與表面工藝,在降低成本的同時提高耐蝕性能。
隨著我國風、光、水等可再生能源的快速發展,預計電解水制氫技術與應用將進入穩步上升期。為此建議:結合西北、西南、東北、沿海等地區可再生能源豐富的天然稟賦,加大利用可再生能源來進行PEM電解水制氫的示范力度;結合商業化推廣,全面降低 PEM 電解水制氫的成本,適應可再生能源規模化發展態勢;在西北、西南、東北、沿海等地區進行大規模的電解水制氫裝備應用,將高壓氫摻混后送入天然氣管網,用氫地區則從天然氣管道中取氫;天然氣中的氫濃度為 5%~20% 時用氫地區采用膜分離方法從混合氣中提取氫,氫濃度低于5%時采用混合氣重整制氫方法,由此既不增加CO2排放,也具有長距離輸氫的技術可實現性。
以上是小編收集整理的電解水制氫技術研究進展與趨勢部分內容來自網絡,如有侵權請聯系刪除:153045535@qq.com;
本文地址:http://www.aa-cctv.com/xinnenyuan/2207.html